電 話:13405550777 18151068988
傳 真:0514-82222285
郵 箱:854186350@qq.com
網(wǎng) 址:hidns.net.cn
地 址:江蘇省揚(yáng)州市楊壽鎮(zhèn)工業(yè)區(qū)
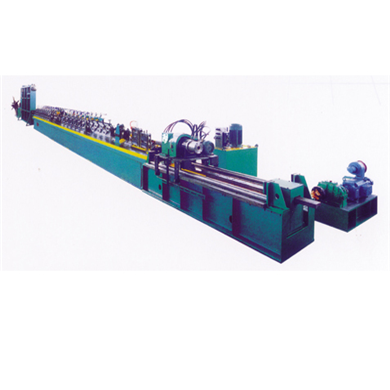
1, 下山成型法
焊管設(shè)備下山成型可明顯的減少邊緣延伸.
2, 加大管坯中部延伸
成型操作時(shí),加大開口孔型的壓下量,使上下輥之間的輥縫略小于管坯厚度,,既管坯中部受到微量壓延,使中部產(chǎn)生稍大的延伸,以減少邊緣的相對(duì)延伸量.中部延伸若大于邊緣延伸,則出口處出現(xiàn)向上彎曲,若小于邊緣延伸,則向下彎曲,調(diào)整操作時(shí)應(yīng)以平直為好.
中部延伸增加了成型機(jī)的變形工,使電力消耗增加,軋輥磨損嚴(yán)重,設(shè)備容易損壞,當(dāng)管坯與軋輥表面有相對(duì)滑動(dòng)時(shí),容易產(chǎn)生輥印和劃傷.
3, 增加變形區(qū)長(zhǎng)度
在可能的情況下,增加參加變形機(jī)架數(shù)目,即增加變形區(qū)長(zhǎng)度,相對(duì)減少了兩相鄰機(jī)架間的變形量,由于邊緣延伸和該架成型高度民主的平方成正比,可顯著減少邊緣延伸量.
4, 增大輥徑
增大輥徑,就是增大了該架的變形區(qū)長(zhǎng)度,邊緣延伸和孔型變形區(qū)長(zhǎng)度成反比,在可能的條件下,盡量增大軋輥直徑,可使邊緣延伸減小.
5, 縮小機(jī)架間距離
管坯邊緣在機(jī)架之間受到壓縮變型力. 當(dāng)架距較大時(shí),在各架積累的邊緣延伸必須由最后幾架機(jī)座壓縮和吸收,容易引起鼓包.縮短架距,實(shí)質(zhì)上也就是增加機(jī)架數(shù)目,可以隨時(shí)由各架將邊緣延伸壓縮和吸收,,改善了成型條件.但架距不能太小,必須留出足夠的操作空間.
6, 使用雙半徑孔型設(shè)計(jì)
7, 改進(jìn)軋輥布置方式,設(shè)立輥組.
在成型機(jī)組中,水平機(jī)架是產(chǎn)生邊緣延伸的機(jī)架,立輥機(jī)架除引導(dǎo)和防止回彈外,還有壓縮和吸收邊緣延伸的作用,在預(yù)成型前幾架產(chǎn)生的大量的邊緣延伸,需要在封閉孔前加以壓縮和吸收,采用三架或四架立輥組集中布置.
8, 調(diào)整機(jī)架間速度,
在成型各架,使下一架的速度略大于上一架的速度,給以若干張力,可以防止由于邊緣延伸而產(chǎn)生的波浪.在集體傳動(dòng)的機(jī)組上,可以逐架增大下輥的底徑,(0.6—1.0毫米),不僅逐架提高線速度,而且也增加了該架的變形區(qū)長(zhǎng)度.在單獨(dú)傳動(dòng)的機(jī)組上可以通過對(duì)電機(jī)轉(zhuǎn)速的微調(diào)來實(shí)現(xiàn).
9, 加大封閉孔壓下量
管坯在封閉孔不再有相對(duì)的邊緣延伸.封閉孔通過導(dǎo)向環(huán)和兩側(cè)片輥對(duì)管坯邊緣進(jìn)行壓縮加工.適當(dāng)加大封閉孔壓下量有利于吸收部分邊緣延伸,可以防止波浪和鼓包.
10, 在水平機(jī)架間增設(shè)小立輥群作為輔助裝置對(duì)邊緣進(jìn)行壓縮加工.實(shí)際上吸收了邊緣延伸,可以防止波浪和鼓包.
11, 采用下輥傳動(dòng)上輥被動(dòng)的傳動(dòng)方式
12, 采用吸收邊緣延伸的薄壁管專用成型機(jī)
對(duì)于邊緣延伸采取措施,進(jìn)行吸收,使之成為輕微的邊緣管壁增厚此薄彼,以防止波浪和鼓包,這種方法屬于吸收邊緣延伸的方法.
A, 排輥式成型機(jī).
這種方法是在邊緣彎曲輥后,根據(jù)自然成型曲線,密集排列許多小輥,使管坯逐漸成型.管坯在成型過程中,一方面進(jìn)行彎曲加工,一方面進(jìn)行壓縮和吸收邊緣延伸.
B, 履帶式成型機(jī)
組")

揚(yáng)州東侖工業(yè)設(shè)備有限公司
聯(lián)系人:唐愛民
電話:13405550777 18151068988
郵箱:854186350@qq.com
地址:江蘇省揚(yáng)州市楊壽鎮(zhèn)工業(yè)區(qū)
傳真:0514-82222285